Lâmina de serra de fita
Serra de fita para madeira e metal são amplamente utilizados na produção e condições de vida por artesãos domésticos. A principal ferramenta de corte dessas unidades é uma serra de fita, que se desgasta com o tempo e requer afiação ou substituição por uma nova. Você deve saber que não apenas a qualidade do processamento do material, mas também a produtividade da unidade como um todo depende da escolha correta da lâmina para a máquina de corte de fita.
Conteúdo
Escolhendo uma lâmina para serras de fita de metal
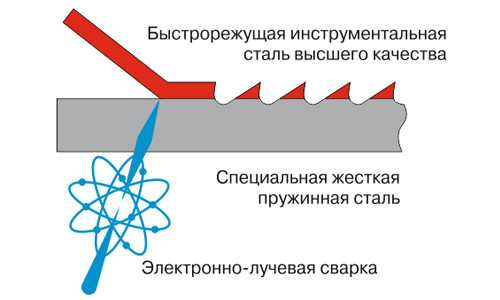
A lâmina de corte para este tipo de serra é uma fita com um certo número de dentes, soldada na forma de um anel. A base da fita é feita de aço de mola, que tem altas taxas de elasticidade.Uma fita de aço de alta velocidade é soldada à base na qual ocorre o fresamento dos dentes.
Cada banda viu para o metal e não só tem um rótulo. Por exemplo, a marcação M42 20 x 0,9 x 2362, 8 / 12TPI, significa o seguinte:
- M42 - o material do qual os dentes da fita são feitos;
- 20 - este valor indica a largura da teia, mm;
- 0,9 - espessura da ferramenta, mm;
- 2362 - comprimento de um círculo de uma fita de serra, mm;
- 8 / 12TPI - passo do dente na serra, por polegada.
Cortadores podem ser feitos de outros materiaisPor exemplo, de M51, PQ, TSX e outros. O M42 tem uma alta resistência ao desgaste e tem uma dureza de borda de 67–68 HRC. Portanto, as serras deste material podem ser usadas para cortar aço com uma dureza não superior a 45 HRC. As lâminas de serra M51 são mais resistentes ao desgaste abrasivo do que as mencionadas acima. A dureza das bordas dos incisivos dessas serras já é igual a 68 HRC, graças à qual este corte a pressão de aços inoxidáveis, bem como aço, caracteriza-se por alta resistência e resistência ao calor. Além disso, a serra de material M 51 permite cortar tarugos de aço espessos, ou seja, peças com uma seção transversal grande.
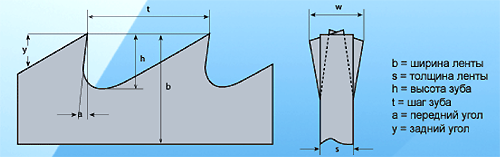
Ao fazer a escolha da serra de fita, deve-se prestar atenção especial não apenas ao material de que são feitos os cortadores, mas também ao degrau,e também - geometria.
Tooth pitch
Esta é a distância entre as bordas de dois incisivos adjacentes.
Um grande passo carrega o motor da unidade com mais força e dá uma qualidade de corte ruim. O pequeno passo dos incisivos leva a serrar mais tempo, aumenta os custos de energia, mas dá corte limpo com uma superfície lisa.
Para cortar material em chapa, tubos (com paredes finas) e um perfil, você deve escolher uma lâmina com um espaçamento mínimo entre os elementos de corte (por 1 polegada). Mas se você quiser cortar um boleto grande metal maciço, você quer instalar a lâmina com o maior passo de incisivos. Quanto menores os dentes (por polegada) tiverem o aparelhamento, mais profundo será o sulco que eles formarão. Devido a isso, o corte é menos entupido com chips. Além disso, um grande passo dentário na ferramenta melhora o desempenho da unidade.
Altura do dente
A altura da ferramenta é a distância do ponto mais baixo da cavidade entre os dentes até o topo do elemento de corte. Devido à presença de uma cavidade os chips são removidosformado ao cortar metal. A altura do dente deve ser suficiente para que a cavidade não fique entupida com aparas e o processo de corte ocorra sem dificuldade.Além disso, a altura insuficiente dos dentes provoca o sobreaquecimento da lâmina, em resultado do que podem ocorrer microtrincas.
Ângulo do dente da frente
O ângulo de inclinação ou o ângulo de afiação é responsável pelo grau de engate da malha para o material da peça de trabalho. O grande ângulo de afiação não permitirá alcançar alta precisão ao cortar metal. Ao mesmo tempo, um pequeno ângulo permite garantir um corte de boa qualidade, mas reduz o desempenho da ferramenta.
Escolhendo uma lâmina para serras de fita em madeira
Primeiro de tudo, para escolher a lâmina certa para a serra de fita, você deve procurar instruções para sua máquina. Ele mostrará todos os parâmetros das serras de fita que podem ser definidas neste modelo de equipamento (largura máxima e mínima da fita, bem como seu comprimento). O comprimento da tela deve ser exatamente conforme especificado no passaporte para a unidade.
Largura Snap
A largura da correia é selecionada com base nas operações que serão realizadas na máquina. Além disso, a largura da fita limita não apenas a largura da polia, mas também seu diâmetro. Com um pequeno diâmetro da polia, a fita larga montada nela se romperá e eventualmente se romperá. Portanto, para cada unidade há um limite na largura do snap.
Para corte reto geralmente use serras com uma largura de 20 a 30 mm. Claro, em uma máquina circular, você pode fazer um corte longitudinal mais rápido e com mais precisão. Mas há uma restrição de altura, que não é maior que 80 mm. Em máquinas de serra de fita, é possível processar peças de até 200 mm de altura e mais.
Mas a principal tarefa dos agregados de fita é corte figurado. O menor ferramental que pode ser montado em uma serra de fita é uma fita de 3 mm de largura. Ele corta um círculo com o mesmo raio.
Quanto maior a largura da fita, maior o raio mínimo que pode ser cortado com ela. Por exemplo, uma fita com largura de 12 mm de raio de corte menor que 60 mm não funcionará. E para uma largura de fita de 25 mm, o raio mínimo será de cerca de 100 mm.
Em média, a largura da lâmina deve ser três vezes menor que o raio de corte exigido na peça de trabalho. Portanto, o equipamento é selecionado de acordo com as tarefas.
Tooth pitch
Indicado por um número que indica o número de incisivos por polegada. O valor numérico do passo é colocado antes da abreviatura TPI. Ao escolher um passo deve ser considerado:
- qual é a espessura da peça de trabalho;
- qual é a dureza do material da peça;
- o que você deseja obter a borda limpa da peça após o corte.
A fim de efetivamente cortar plástico e cortar madeira, a fita deve ter pelo menos três cortadores por polegada. Quanto mais incisivos forem de uma polegada, melhor será o corte. Mas isso reduzirá a taxa de alimentação e diminuirá o valor limite da espessura da peça de trabalho.
Pelo tom dos dentes, as lâminas são divididas em dois tipos: “pular” e “regular”. Tipo de panos “skip” tem um pitch de 3 a 6 TPI. Entre os dentes há espaço para a remoção efetiva da serragem, já que a sua má remoção reduz a qualidade do corte. Tipo de tela “regular” tem dentes, em forma de triângulo. Eles são colocados no equipamento em incrementos de 10 TPI e acima. Este tipo de dentes não tem espaço suficiente para remover rapidamente as aparas. Devido ao maior número de elementos de corte, o corte de uma tal teia é bastante limpo. O ferramental pode ser usado para serrar peças de pequena espessura e materiais duros.
Esses tipos de pinturas têm as seguintes características.
- 3 TPI “pular”. A tela é usada para corte de madeira mais grosso. Enrole o produto ao longo das fibras. Para melhorar a qualidade de corte, pelo menos, um pouco, você pode esticar a fita ao máximo na máquina e reduzir a taxa de alimentação.

- 4 TPI “pular”. É uma ferramenta universal para serrar ao longo das fibras. Este tipo de lâmina pode ser serrado na maioria das espécies de madeira, incluindo espaços em branco com muitos nós. Se for bom puxar a serra e reduzir o avanço, a qualidade do corte será próxima do acabamento.

- 6 TPI “pular”. Este é um piscar de olhos finalidade geral. Ela enxerga em branco até 50 mm de espessura (ao longo das fibras) e madeira através das fibras de até 150 mm de espessura. Estes números são indicados para serrar materiais com alimentação normal para a serra. Se a alimentação for reduzida, é possível processar peças de maior espessura. Esta serra proporciona uma qualidade de corte de acabamento e é adequada para quase todos os tipos de madeira.

- 10 TPI “regular”. As lâminas são usadas para serrar materiais de chapas (aglomerado, compensado, MDF, etc.), para cortar metais não ferrosos e plásticos. Mas, ao processar peças vazias de metal, é necessário reduzir a velocidade de movimentação do ferramental. Nem todas as máquinas têm essa oportunidade.

- 14 TPI “regular”. Você pode cortar madeira compensada, MDF, aglomerado e plástico. Quanto à madeira natural, sua espessura não deve ser maior que 25 mm. O corte mais limpo desta teia é obtido com taxa de alimentação mínima. Além disso, essa ferramenta pode cortar metais macios em baixa velocidade de fita.

Forma cortador
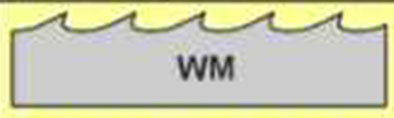
Lâminas de cinto podem ter os seguintes perfis de dente.
- WM. A plataforma, que tem este perfil de corte, é projetada para serrar madeiras macias e duras e é universal. O perfil é usado em serras com largura não superior a 50 mm.
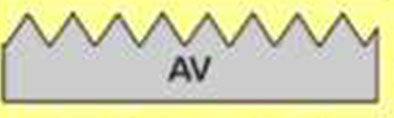
- AV Perfil dos dentes permitido para manipular com madeiraincluindo congelado. Além disso, essas serras podem produzir cortes transversais do material.
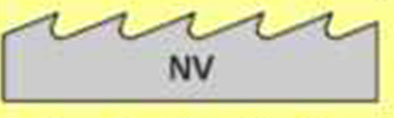
- NV. É aplicado em fitas de até 30 mm de largura, que podem ser usadas para corte de figura qualquer espécie de madeira.
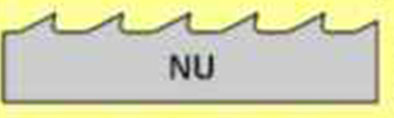
- Nu O perfil tem uma grande cavidade. Usado para serrar madeiras macias.
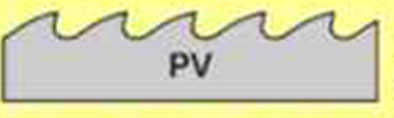
- PV. Este perfil é usado em uma largura de ferramenta acima de 50 mm. Graças ao perfil fotovoltaico, as serras têm boa estabilidade ao cortar madeira macia.
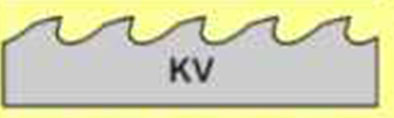
- KV Use em fitas largas (até 80 mm) para serrar madeira macia.
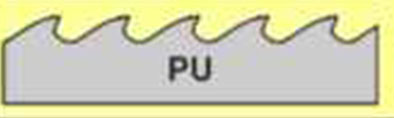
- PU. Usado para serrar madeira maciça em fitas com mais de 80 mm de largura.
Dentado
Os dentes das serras são divorciados para reduzir a fricção da lâmina na peça de trabalho e evitar o bloqueio. A largura de corte deve exceder a espessura do equipamento em aproximadamente 30 a 60%.
O layout dos incisivos pode ser de três tipos.
- Layout clássico. Os dentes viram dobrados em diferentes direções alternadamente e à mesma distância.
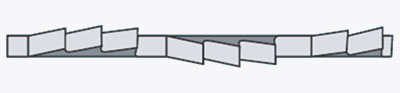
- Layout de decapagem.
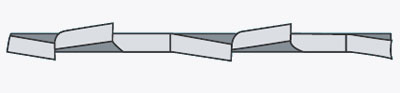
A cada dois dentes, o próximo (terceiro) não se curva e tem a forma de um trapézio. O cortador está localizado no centro do ferramental e define a direção para toda a serra de fita. Este layout é usado para serras que trabalham em materiais duros.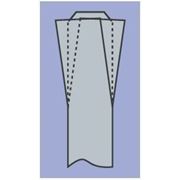
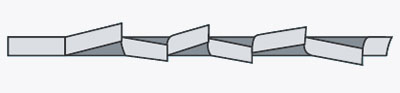
- Layout de onda considerado o mais difícil. Os incisivos são curvados na forma de uma onda em diferentes direções.
É importante saber que, ao fazer o layout dos dentes, nem toda a ferramenta é dobrada, mas sim sua parte: de 1/3 a 2/3 da distância do topo do dente. Cada fabricante de ferramentas recomenda a deflexão do dente para o lado. Mas, em média, está na faixa de 0,3 a 0,7 mm.
Quanto mais macio o material, mais forte a serra deve ser criada e vice-versa. Mas é impossível permitir uma tal fiação de incisivos para que no centro do corte não haja seções cortadas. Deve-se ter cuidado para que os dentes se desviem para o lado. a mesma distância. Se a fiação for irregular, a serra de fita se moverá para o lado onde os dentes têm uma inclinação mais forte.
Afiar serras de fita
Naturalmente, é melhor afiar uma serra de fita em uma máquina especial, em oficinas especializadas. Sim, e a afiação profissional é barata. Mas se, por algum motivo, você não puder carregar uma serra de afiar, a ferramenta poderá ser editada independentemente.
Serras de fita de afiação produzidas por pequeno arquivo ou arquivo nas bordas dianteira e traseira do incisivo com vários movimentos (3-4) para cada dente.

Também serra de fita pode aguçar usando gravadorusando uma ferramenta projetada para afiar motosserras.


O equipamento é inserido no gravador e o incisivo é afiado com movimentos suaves na parte superior do incisivo.

Não é necessário levar um metal forte, apenas aliviá-lo.
Você também pode tentar afinar e serras de metal. Mas geralmente eles não são afiados, já que a parte de corte dessas bandas de serra é bimetálica ou tem uma zona de resfriamento. Os dentes em tais fitas funcionam até desmoronarem e podem ter microtrincas.Se eles estiverem retificados, eles começarão a desmoronar mais rápido ou começarão a cortar ainda mais.
/rating_off.png)











